2026.05.18
- 基礎知識
- 圧縮空気関連製品
圧縮空気とは?工場で使われる「第4のユーティリティ」の基礎と省エネのポイント
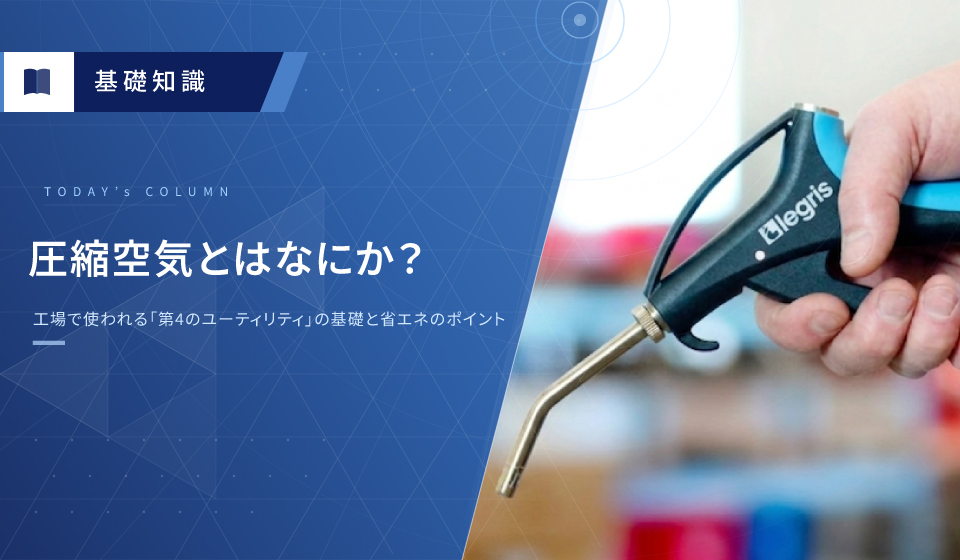
圧縮空気とは、大気を機械的に圧縮して圧力を高めた空気のことです。電気・ガス・水とともに工場に欠かせないエネルギー源であり、第四のエネルギーとも呼ばれています。安全性が高く扱いやすい一方、漏れや圧力低下によるエネルギーロスが発生しやすい点が課題です。本記事では仕組みから現場のトラブル対策まで、基礎を体系的に解説します。
この記事でわかること
- 圧縮空気がどのようなもので、どこで使われているか
- コンプレッサのしくみと空気の処理プロセス
- 現場でよく起きるトラブルと省エネ対策のポイント
圧縮空気とは
圧縮空気とは、大気中の空気をコンプレッサ(圧縮機)で加圧し、体積を小さくした空気のことです。圧縮された空気は元に戻ろうとする力(圧力)を持ち、この力を動力として活用します。
自転車のタイヤに空気を入れると硬くなるのと同じ原理で、工場ではこの圧力を配管で各設備に届け、シリンダーを動かす・製品を搬送する・切粉を吹き飛ばすといった用途に広く使われています。
規模の大小を問わずほぼあらゆる製造現場で使われており、電気・ガス・水と並ぶ第四のユーティリティと呼ばれる所以です。

圧縮空気の仕組み
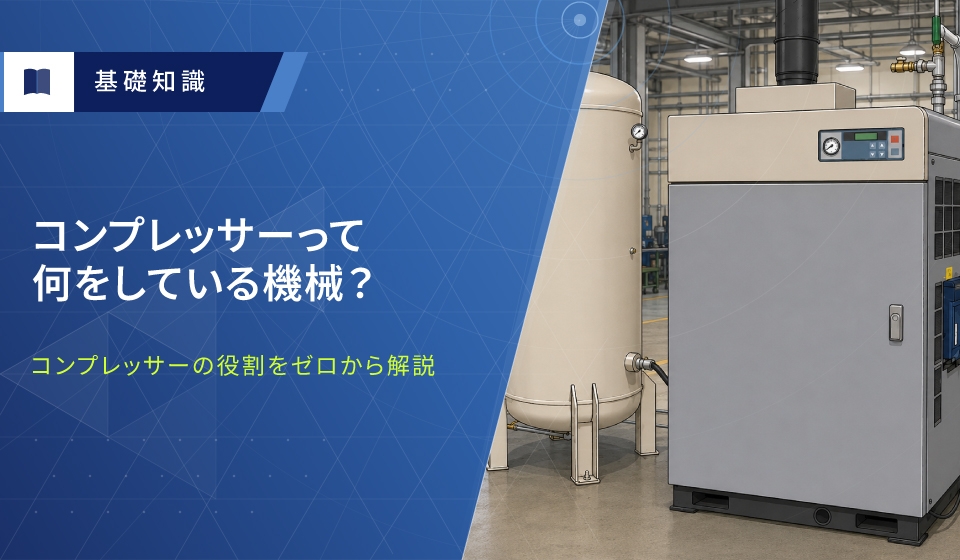
コンプレッサが空気を作る
圧縮空気を生み出す機器がコンプレッサ(圧縮機)です。吸気→圧縮→排気の流れで動作し、大きく2つの方式に分かれます。
| 方式 | 特徴 | 主な用途 |
|---|---|---|
| レシプロ式 (往復式) |
ピストンが上下に動いて圧縮する。構造がシンプルで安価だが、振動・騒音がやや大きい | 小規模工場・整備工場 |
| スクリュー式 | ねじ状のローターが回転して連続的に圧縮する。静音・省エネ性に優れる | 中〜大規模の生産ライン |
空気の質を整える処理設備
コンプレッサが作った圧縮空気には、大気から取り込んだ水分・油分・ほこりが含まれています。そのまま使うと機器の故障や品質不良につながるため、以下の機器で処理してから使用します。
| 機器名 | 役割 |
|---|---|
| エアドライヤ | 水分を除去する。水分が残ると配管内で結露・錆・凍結が起きる |
| エアフィルタ | ほこり・油分などの異物を除去する |
処理された圧縮空気は金属配管やホースを通じて各設備に供給されます。配管が長くなるほど、また継手の数が多いほど、途中で圧力が下がる圧力損失が生じやすくなる点に注意が必要です。
なぜ圧縮空気が必要なのか
電気にはできない用途をカバーする
圧縮空気が多くの現場で選ばれる理由は、電気では対応しにくい環境・用途に強い点にあります。
- 防爆環境で使える:引火・爆発リスクがある現場でも安全に使用できる
- 水がかかる環境に強い:食品・飲料工場など水洗いが多い現場でも対応しやすい
- シンプルな構造で動力を取り出せる:エアシリンダは電気モータより機構がシンプルで壊れにくい
- 応答が速い:開閉・把持動作が高速で、繰り返し動作に向いている
工場のエネルギーコストに直結する
コンプレッサの消費電力は、工場全体の電力消費の約20〜25%を占めるとも言われています。圧縮空気の管理は単なる設備保全にとどまらず、コスト削減や脱炭素対策にも直結する重要な課題です。
現場で問題になる4つのポイント

漏れが起きやすい箇所:配管の継手・ジョイント部 / ホースと継手の接続部 / 電磁弁のシール部 / エアガン・カプラ
主な影響:シリンダ・バルブの錆による動作不良 / 冬季・屋外配管での凍結詰まり / 塗装・食品ラインでの品質不良
エアドライヤの定期点検とオートドレンの動作確認が予防の基本です。
主な影響:エアシリンダの推力低下によるクランプ外れ / 空気圧工具のトルク不安定・締付け不良
補完のために元圧を上げると消費電力がさらに増加する悪循環に陥るため、根本原因の解消が重要です。
関連する製品・技術
圧縮空気は単独では使えず、以下の機器・技術と組み合わせて運用されます。センサによる流量・圧力の「見える化」は、エア漏れ発見と最適運転の両面で特に効果的です。
| 関連機器・技術 | 圧縮空気との関係 |
|---|---|
| エアシリンダ | 圧縮空気の圧力で直線運動を生み出すアクチュエータ。ロボットハンドや搬送設備に多用される |
| 電磁弁 (ソレノイドバルブ) |
電気信号でエアの流れを切り替える弁。シリンダの前進・後退を制御する |
| 流量センサ・圧力センサ | 配管内の流量・圧力を常時監視し、漏れや圧力異常を早期に検知する省エネ管理に不可欠な機器 |
| インバータ制御 コンプレッサ |
需要に合わせて回転数を変え、無駄な電力消費を抑える。固定速機に比べて大きな省エネ効果が期待できる |
| エアドライヤ (冷凍式・吸着式) |
圧縮空気の乾燥度合い(露点)を管理する。精密機器・食品・医薬品用途では高品質な乾燥空気が必要 |
まとめ
圧縮空気は動力・搬送・洗浄など幅広い用途に使われる重要なユーティリティです。防爆・耐水環境への対応力やシンプルな動力取り出しが強みである一方、エネルギー効率の低さと管理の難しさが課題となります。
特にエア漏れ・水分(ドレン)・圧力不足・フィルタ詰まりの4つは現場で頻発する問題であり、生産停止や品質不良の原因にもなります。圧縮空気は「見えないエネルギー」だからこそ、意識的な管理がコスト削減と設備信頼性向上の鍵となります。
| 省エネ対策の優先順位 | 内容 |
|---|---|
| ① エア漏れの点検・修繕 | 費用対効果が高く、多くの工場で省エネの"最初の一手"として有効 |
| ② 吐出圧の適正化 | 必要以上に高く設定していないか定期的に見直す |
| ③ フィルタの定期清掃 | 吸込・ラインフィルタの清掃で吸気抵抗と消費電力を抑制 |
FAQ
※本記事の内容は一般的な技術情報に基づいて作成しています。具体的な数値・仕様は必ず使用する機器のメーカー技術資料・取扱説明書を参照してください。